



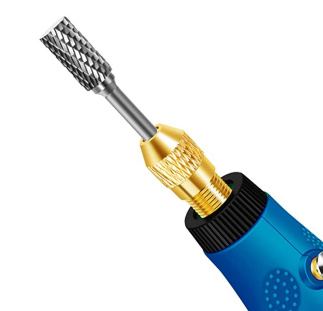
Інструкцыя па эксплуатацыі:
Паваротны файл з карбіду вальфраму ў асноўным абумоўлены электрычнымі інструментамі або пнеўматычнымі інструментамі (таксама можа быць усталяваны на станках), хуткасць, як правіла, 6000-40000 абаротаў у хвіліну, інструмент павінен быць заціснуты і заціснуты належным чынам пры выкарыстанні, кірунак рэзкі павінен рухацца раўнамерна ад раўнамерна ад таго, каб рухацца раўнамерна ад раўнамерна ад руху раўнамерна ад раўнамерна ад руху раўнамерна ад раўнамерна рухацца раўнамерна ад раўнамерна ад руху раўнамерна ад раўнамерна ад руху раўнамерна ад раўнамерна ад руху раўнамерна ад раўнамерна ад руху раўнамерна ад раўнамерна ад руху раўнамерна ад раўнамерна. Права налева, не зваротная рэзанне, у той жа час не аказвайце занадта вялікай сілы, каб не дапусціць палёту пры палёце пры працы, калі ласка, выкарыстоўвайце ахоўныя акуляры.
З -за працы паваротнага файла, убудаванага ў машыну шліфавання, і ручны кантроль;Такім чынам, ціск і хуткасць падачы файла вызначаюць умовы працы, вопыт і майстэрства аператара.Хоць, кваліфікаваныя аператары могуць утрымліваць ціск і хуткасць падачы ў разумным аб'ёме, але вось трэба падкрэсліць: па -першае, каб пазбегнуць у выпадку хуткасці шліфавальнай машыны меншы, дадаў занадта вялікі ціск, гэта зробіць яго лёгка перагрэў, каб падаць перагрэў, цьмяны: па -другое, максімальна артэфакты з кантактам інструмента, таму што ён можа больш першых артэфактаў, эфект апрацоўкі можа стаць лепшым.
Нарэшце, ручка напільніка не павінна датыкацца з нарыхтоўкай, бо гэта можа перагрэць напільнік і пашкодзіць або нават разбурыць меднае злучэнне.Своечасова замяняйце або завастрыце тупую галоўку напільніка, каб прадухіліць яе поўнае пашкоджанне.Тупыя напільнікі павольна рэжуцца, прымушаючы балгарку павялічваць хуткасць.Гэта можа прывесці да пашкоджання напільніка і балгаркі, што значна перавышае кошт замены або завострывання тупых напільнікаў.
Змазка можа быць выкарыстана ў спалучэнні з працай, змазка вадкай воску і сінтэтычная змазка больш эфектыўныя, змазка можа рэгулярна капаць да галоўкі файла.

Выбар хуткасці шліфавання:
Больш высокая хуткасць запуску важная для эфектыўнага і эканамічнага выкарыстання галоўкі круглага файла.Больш высокая хуткасць запуску таксама карысная для зніжэння нарошчвання чыпаў у канаўцы цынку і для рэзкі кутоў і зніжэння магчымасці рэзкі перашкод або клінаў.Але гэта таксама павялічвае верагоднасць таго, што ручка зламаецца.
Паваротныя файлы цвёрдага сплаву павінны працаваць з хуткасцю ад 1500 да 3000 паверхневых футаў у хвіліну.Згодна з гэтым стандартам, ёсць мноства відаў паваротных файлаў, каб выбраць машыны для шліфавання.Напрыклад: шліфавальная машынка 30.000-RPM можа выбраць файлы цынку 3/16 да 3/8;22 000 абаротаў у хвіліну можа выбраць напільнікі дыяметрам ад 1/4 ″ да 1/2 ″.Але для большай эфектыўнасці працы лепш за ўсё выбіраць той дыяметр, які найбольш часта выкарыстоўваецца.Акрамя таго, падтрыманне серады і сістэмы шліфавання таксама вельмі важна.Выкажам здагадку, што млын з хуткасцю 22 000 абаротаў у хвіліну часта выходзіць з ладу, верагодна, таму, што ў яе занадта мала абаротаў у хвіліну.Таму мы рэкамендуем часта правяраць сістэму ціску паветра шліфавальнай машыны і ўшчыльняльнае прылада.
Разумная хуткасць запуску сапраўды важная для дасягнення патрэбнай ступені рэзкі і якасці нарыхтоўкі.Павелічэнне хуткасці можа палепшыць якасць апрацоўкі і падоўжыць тэрмін службы інструмента, але можа прывесці да паломкі ручкі напільніка: памяншэнне хуткасці дапамагае хутка разрэзаць матэрыял, але можа прывесці да перагрэву сістэмы, ваганняў якасці рэзкі і іншых хвароб.Для кожнага тыпу паваротнага файла патрэбная хуткасць павінна быць выбрана ў адпаведнасці з аперацыяй.
Час публікацыі: 21 чэрвеня 2022 г